铆焊平台的精度主要是光洁度和平面度,铆焊平台长时间生锈和使用都会丧失它的精度。铆焊平台丧失它的精度可以联系我们厂家,如果精度不是很高,可以找精度好的数控龙门加工中心加工一边,效果也好。另外,在使用中工作面不应有裂纹、划痕、碰伤、锈蚀、材质疏松等缺陷。
后续检定的铆焊平台(铆焊平台)工作面允许有不影响使用性能的上述缺陷。提升铆焊平台的使用寿命,其工作精度,建议对刮研或控制在0.02mm以上,这样可平板有较长的使用寿命和检定周期。根据有关资料对刮研介绍以及刮研测得数据,此工艺加工要求是可以达到的。
铆焊平台适用于各种检测工作,配合使用测量用的基础平面和尺、角箱、V型架(铁)、弯曲板、直角尺、圆柱角尺等工具。铆焊平台检查了机床、检查测量、检查零件的尺寸、精度、平直度、平行度、平面度、垂直度和形状偏差,画出了线。
避免铆焊平台生锈的方法:
1、铆焊平台在潮湿的环境下很容易生锈,长时间不用可以用黄油涂抹然后盖上纸,铆焊平台的工作面不生锈,在使用中应注意避免坚硬的工具敲打铆焊平台的工作面,来,铆焊平台的工作面精度。
2、铆焊平台要实行周期检定,检定周期要根据使用的具体情况确定,一般情况为1年。
3、用木板制作的一个罩(平台的外包装即可),不用平台时,用罩子将平台的工作面罩住。严禁水滴在铆焊平台、平板的工作面上。
4、在使用铆焊平台的过程中要注意不要在潮湿,有腐蚀、过高和过低的温度环境下使用和存放。
5、为了防止铆焊平台发生变形,工件检验完毕或划线完毕后,要把工件拿开,不可以长时间放在平台上。
为了防止铆焊平台发生的变形,在吊装铆焊平台时,要用四根同样长度的钢丝绳同时挂住铆焊平台上得四个起重孔,将铆焊平台平稳吊装在运输工具上。将支承点垫好、垫平,每个支撑点受力均匀,整个平板平稳。
铆焊平台常见铸造缺陷主要有如下几种情况:
1、气孔特征:铸件中的气孔是指在铸件内部,表面或接近表面处存在的大小不等的光滑孔洞。孔壁往往还带有化合色泽,由于气体的来源和形成原因不同,气孔的表现形式也各不相同,有侵入性气孔,析出性气孔,皮下气孔等。
2、侵入性气孔这种气孔的数量较少,尺寸大,多产生在铸件外表面某些部位,呈梨形或圆球形。主要是由于铸型或砂芯产生的气体侵入金属液的未能逸出而造成。
铆焊平台的检验方法:
1、小条件原则用两个平行的理想平面包容实际表面,并使两理想平面间的距离为小,此小距离为平面度误差值。
2、移动距离为平板对角线长度的一半且不应小于200mm,取平面波动仪的指示表(分度值为0.001mm)上较在值与小值之差。即为被检平板工作面的平面波动量。
3、规定的额定载荷施加力且记下读数;两次读数之差,即为被检平板工作面在额定载荷下的挠度值。检测装置。
4、即为所检测部位的接触点面积的比率。为取得典型的数值。应在另一位置上测出接触点面积的比率。求出两次结果的平均值。平面波动量将平面波动仪放在平板工作面上,沿任意一直线方向移动平面波动仪。
5、接触点面积的比率将被检平板工斜面上涂上显现剂,在不低于其精度等级的平板上研合,在被检平板上显现出明显的接触点,然后用一个50mm*50mm范围内刻划有2.5mm*2.5mm的400个小方格的透明薄板(如玻璃板)。置于被检平板工作面的任意位置上,依次观察每个方格内包含接触点所占面积的比例(以1/10为单位)。
6、平板是机械测量中较常用的基准位置确定仪器具,也称作平台,常用的有铸铁和岩石材料两种。
 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...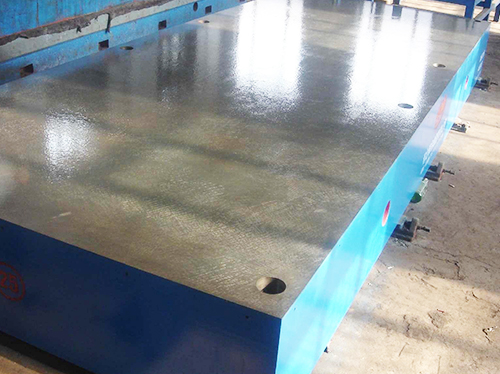 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
