 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...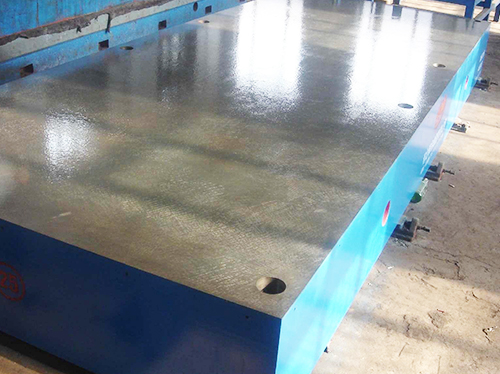 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...铸铁平台 特性
1、铸铁平台,切削足而,轻度导砂后仍有良好的切削性,推研时感觉流畅。
2、容易量块所需的较高光洁度和研合性,工件镜面青亮。
3、用较简单的方法即可使铸铁平台上砂,且上砂快,嵌砂量足。经过使用后仍容易上同类型砂,经过打磨后,光洁度显著提高。 广泛应用在电力设备、纺织机械、陶瓷行业、环保设备、铁路机车、铁路机车、铁路、铁路机车、航天航空、轮船制造、环保设备、等各个。
具体铸铁平台的表面处理方法
1.外表预处理:重要点是显露洁净的铸铁平台或镀锌外表。冷喷锌有 直接涂在铸铁平台或镀锌的外表上, 不然就没有铸铁平台的防锈作用。假如有旧涂膜的情况下, 有 将旧涂膜悉数除掉, 不然也是没有铸铁平台的防锈作用。 已生锈的地方用动力工具进行铸铁平台的除锈, 达到等级标准生产等级.
2.富含许多的锌粉, 贮存期间简单发生沉积分层, 因此在开盖后有 充沛拌和。关于10L装的商品主张运用电动或气动拌和机. 拌和后请确认罐底无沉积存在一起, 在涂装过程中也要留意常常拌和, 防止锌粉沉积.
3. 涂装办法为刷涂,辊涂, 有气喷涂, 无气喷涂,同时还有喷雾剂型。刷涂/辊涂: 选用毛较为柔软, 能够吸收许多涂料的刷子, 涂装时留意不要延展涂膜, 不要留下刷痕, 以涂膜厚度,要均匀, 好还是不要经过稀释的。稀释时用稀释剂设定为分量的5%以下无气喷涂: 过滤网 50-60目 运用机型 GRACO 大于GGO317,在 低的气雾化压力 10MPa是 不用稀释的。在给铸铁平台喷涂时, 要距离铸铁平台的喷涂面保持垂直30cm, 涂装速度 10cm/秒。
4. 面漆涂装 选用冷喷锌涂料作为涂装系统底漆时, 能够与多种后道涂料配套。(除醇酸类油性涂料外)面漆的涂装办法主张运用喷涂或气雾剂式, 刷涂或滚涂易导致涂膜外表掉漆。
铸铁平台精度怎样才能运用:长时间放置的铸铁平台,不抹油,形成大面积锈蚀,这样的话就会严重的影响铸铁平台的精度, 简单的方法就是将铸铁平台的表面进行尘垢的整理,进行涂装防锈,导轨、夹具等暴露在外面和运动部件刷涂防锈油后,在涂改防锈油时不要用沾有汗水的手涂改,常导致指纹状锈迹.用毛刷直接涂改。为避免防锈油吸附尘埃,要用罩布罩上设备.铸 铁平台内外表和内腔刷涂或喷涂防锈油,外面再加密封维护。没有调平就运用,时间长会变形,无法测量工件,准确办法。

