 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...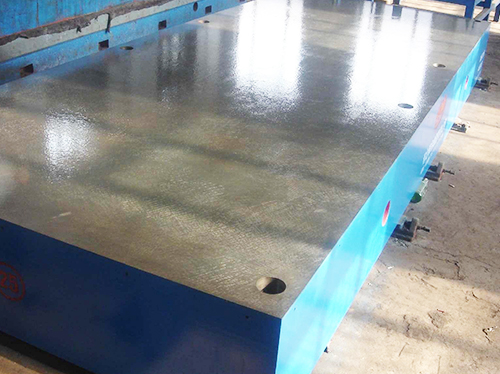 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...机床铸件,大型机床铸件均采用高牌号材质灰铁铸造,HT250、HT300、HT350属于较的孕育铸铁,这是普通铸铁通过孕育处理而的。由机床铸件铸造之前向铁液中加入了孕育剂(或称变质剂),结晶时石墨晶核数目增多,石墨片尺寸变小, 为均匀地分布在基体中。显微组织是在细珠光体基体上分布着细小片状石墨。铸铁变质剂或孕育剂一般为硅铁合金或硅钙合金小颗粒或粉,当加入内后立即形成SiO2的固体小质点,铸铁中的碳以这些小质点为核心形成细小的片状石墨。
机床铸件广泛用于仪器仪表、标准件、轴承业、电子、轻工、汽配行业等零部件的加工,特别适合有色金属。具有尺寸,刚度好,加工余量小,表面质量好等优势,便于操作,缩短了生产周期,提高了生产效率,机床铸件与消震性好。熔点比较低,流动性良好,收缩率小。机床铸件标准GB9439—88床身铸件的特点:1、与消震性好。由于铸铁中石墨有利于润滑及贮油,所以好。同样,由于石墨的存在的消震性优于钢。 2、工艺性能好。由于灰口铸铁含碳量高,接近于共晶成分,故熔点比较低,流动性良好,收缩率小,因此适宜于铸造结构复杂或薄壁铸件。另外,由于石墨使切削加工时易于形成断屑,所以灰口铸铁的可切削加工性优于钢。大型机床铸件加工流程介绍:精加工、粗加工、光整加工的工序特点: 机床铸铁铸件精加工工序 从经过粗加工的表面上切去较少的加工余量,使工件达到较高的加工精度及表面质量的工序为精加工工序。如工件表面无特别高的要求,精加工常作为 终加工。重型机床铸件光整加工工序 它是从经过精加工的工件表面上切去很少的加工余量,很高的加工精度及很小的表面粗糙度值。研磨、珩磨、超精加工及抛光等方法属于光整加工工序。
灰铸铁的硬度和抗拉强度之间,存在 的对应关系,其经验关系式:
1、当O≥196N/mm㎡时 HB=RH(飞00+0 4380b) (B1) 、
2、当0≥796N/mm㎡时 HB=RH (44+O 7240b) (B2)式中相对硬度(RH)值主要由原材料、熔化工艺、处理工艺及铸件的冷却速度所确定。

