铸铁平台使用要求
一、刮制平台的接触斑点
要求:新制的和修理后得刮制平台应用涂色法检定接触斑点的情况,在边长为25毫米得正方形内的斑点数及任意两正方形内得斑点数之差不应超过标准得规定。距平台工作面边缘处5毫米内的斑点数不必计算。
检定方法:尺寸小于或等于400×400毫米得0级平台用“三面互研”法检定,尺寸大于400×400毫米得0级平台允许用0级小平台或0级平尺检定,小平台得长边尺寸应不小于被检平台对角线长度的一半,平尺的长度应不小于被检平台对角线长度。
二、外观及表面质量
要求:平面应有三个支点(对于尺寸为750×1000毫米及以上的平台允许有4个及4个以上支点)。平面侧面应标有制造厂商标,对于检验用的平台应有精度等级和产品编号。平面非工作面应清理型砂,修去锐边毛刺并涂以油漆。平台工作面不应有锈迹、刻痕、裂缝、凹陷、砂眼、杂质及影响测量精度得其他缺陷,使用中得平台允许有不影响测量精度得上述缺陷,平台应去磁。
检定方法:目力观察及试验。
三、侧面夹角
要求:每个侧面之间和侧面与工作面之间得夹角应在90o±10"以内。
检定方法:用分度值为2"得角度尺检定。
四、工作面的表面光洁度
要求:非刮制的新制和修理的平台,应在三个不同部位上检定工作面的表面光洁度。
检定方法:与表面光洁度工艺样板比较或用轮廓仪检定。
五、工作面的不平度
要求:对于尺寸至1000毫米的平台,距工作面边缘5毫米及尺寸大于1000毫米的平台,距工作面边缘10毫米处得不平度可以不计算。
检定方法:为了检定工作面的不平度,以通过平台工作面的一条对角线且平行于另一条对角线的平面A0为理想平面,以工作面各被检点对理想平面A0得大偏差与小偏差得代数差作为平台工作面的不平度,其值不应超过规定的标准。
工字箱型平台就是用来进行各种丈量细致东西以及查验作业的基准性平面,它常用来进行机床机械丈量以及查验或者是查看各种零部件的尺度精度,并进行严密的划线。工字箱型平台掌握好研磨的速度和研磨的压力;对准确度高和形状复杂的工字箱型平台表面,研磨速度应该低一些。研磨压力大小由工件材料和磨具材料的性质等因素决定的。工字箱型平台的修理是钳工用刮研刀在需求修理的工字箱型平台作业台面上刮去微量金属(刮研余量为5-30um),使铸铁查验渠道作业面恢复到查验工件时要求的几许精度的一种修理技能。
工字箱型平台的外观处理工艺及调平方法:
一、工字箱型平台毛坯:按技术要求制图纸、按图纸制作模型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位。
二、工字箱型平台机械加工:外观检验并划线、加工、检验。
三、工字箱型平台的外观处理、喷漆、包装、入库。
四、热处理毛坯,时效处理,其目的是降低铸件内部的应力,防止机械加工后的变形。
五、工字箱型平台工件调平、人工刮研、检验科检验。
 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...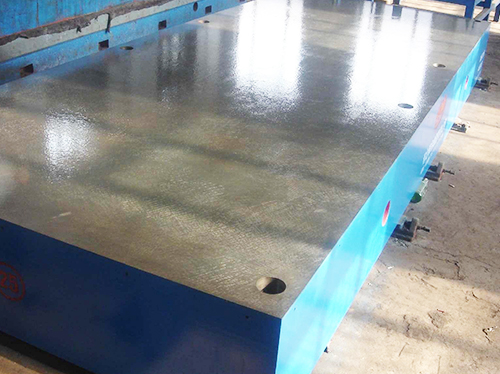 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
