在拼装平台的相对两个侧面上,应设置有安置手柄、吊环等吊装办法的罗纹孔或圆柱孔。设计吊装孔位置应考虑尽可能削减因吊装而引发的变形。铸铁平台的包装和证件应当完整,铸铁平台表面不该有锈迹、划痕、碰伤及其余影响使用的表面缺点。铸铁平台是用于工件检测或划线的平面基准器具。平台安装应调至水平、负荷均匀分布于各支点上,环境温度(20±5℃),使用时应避免震动。
在开工前,要对铸铁平台表面进行清理,上次加工后留下的残余砂砾、毛刺等都会影响测量精度,还有平台会因为受潮或者其他原因而生锈,所以要用钢丝将油污和锈蚀部分都刷洗掉,在对锋锐的边缘进行修整。铸铁平台不易磨损,通俗的讲就是表面的平整度达标,使用寿命也会随之延长,另外就是操作不当以及其它外界原因可能会导致平台表面有局部变形的现象,会严重影响测量精度,因此要定期进行检查,一旦发现问题及时解决,以免耽误整体工作。
拼装平台多采用灰铸铁或球墨铸铁进行铸造,要使用灰铸铁获得合格的铸造坯件,须经过碾砂-造型-熔炼-浇注-清理-检查等众多环节,要量具铸件的质量须控制好铸造过程中的各个环节。
一、下芯:下芯时要平稳,清理浮砂。砂芯的位置要放置好以防偏芯的产生。
二、烘干:对于干模造型烘干工艺,要按操作规程进行操作,烘干时间为8h以上,以防因烘干不透而造成砂、气孔等缺陷。
三、铸造碾砂过程的控制:
型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。
严格按照加料顺序:旧砂-新砂-粘土-煤粉-水。混碾时间定在6~7min,混碾后进行约5h左右调匀。调匀后进行过筛、打松后再用,使型砂具有松散性,以提升透气性、流动性等。
四、铸造熔炼过程的控制:
生产灰铸铁件时,需要严格控制人炉和铸铁方箱人包材料的质量,对其成分、块度及理化性能须按要求进行检查和验收。
检验平台孕育铸铁是一种片状石墨的灰铸铁,只是制造原理同普通铸铁不同,增加了孕育过程。在低碳、硅成份的铁水中加人适量的孕育剂。
五、铸造造型过程的控制:
造型过程控制是生成量具铸件的关键过程,直接影响量具铸件的质量。
拼装平台的使用和养护常识:
1、为了防止铸铁平台发生的变形,在吊装铸铁平台时,要用四根同样长度的钢丝绳同时挂住铸铁平台上得四个起重孔,将铸铁平台平稳吊装在运输工具上。
2、将铸铁平台支承点垫好、垫平,确定每个支撑点受力均匀,确定整个铸铁平台平稳。
3、铸铁平台安装时将铸铁平台的各个支撑点用调整垫铁垫好、垫实,由技术人员将铸铁平台调整至合格精度。
4、铸铁平台使用时要轻拿轻放其配套工件,不要在铸铁平台上挪动比较粗糙的工件,以免对铸铁平台工作面造成磕碰、划伤等损坏。
5、为了防止铸铁平台整体变形,使用完毕后,要将工件从铸铁平台上拿下来,避免工件长时间对铸铁平台重压造成铸铁平台的变形。
6、铸铁平台不用时要及时将工作面洗净,然后涂上一层防锈油,并用防锈纸盖上,用铸铁平台的外包装将铸铁平台盖好,以防止平时不注意造成对铸铁平台工作面的损伤。
7、铸铁平台应安装在通风、干燥的环境中,并远离热源、有腐蚀的气体、有腐蚀的液体。
8、铸铁平台按标准实行定期周检,检定周期根据具体情况可为6-12个月。
 T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件...
T型槽平板(T型槽平台)T型槽平板又称T型槽工作台,是工业量具的一种,主要用来固定工件... 单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大...
单围T型槽平板平台卓兴单围T型槽平板平台的优点:选用铸铁地轨,这样就不用做成大... 工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、...
工装平台工装平台是航天航空、电子行业、仪器生产、石油化工、矿山机械、... 工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...
工字箱型平台工字箱型平台广泛应用于机械加工,工具、车间,机(检)修车间,...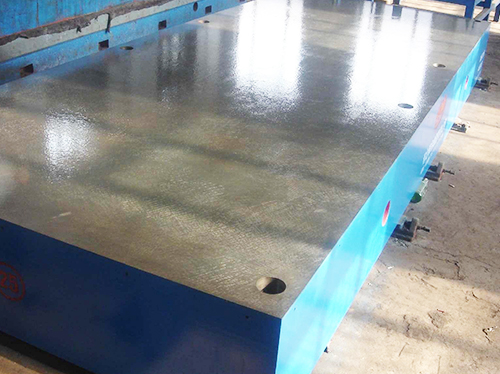 划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
划线平板平台划线平板平台适用于各种划线工作,同时用于机床机械检验测量基准...
